










伸缩接头在焊前怎么预热呢
2019-3-12 9:55:03 点击:
法兰限位伸缩接头在应用前要进行焊前的预热,这样可以大大提双法兰限位伸缩接头的性能安全,提高工作效率。那么在进行焊前预热的时候又该怎么进行呢?伸缩接头进行焊前预热的焊件,其层间温度应在规定的预热温度范围内。当焊件温度低于0摄氏度是,钢材的焊缝应在始焊处100mm范围内预热到15摄氏度以上。对有应力腐蚀的焊缝,应进行焊后热处理。非奥氏体异种钢焊接时,应按焊接性较差的一侧钢材选定焊前预热和焊后热处理温度,但焊后热处理温度不应超过另一侧钢材的临界点。调制钢焊缝的焊后热处理温度,应低于其回火温度。双法兰限位伸缩接头焊前预热及焊后热处理时,应测量和记录其温度,测温点的部位和数量应合理,测温仪表应经计量检定合格。对容易产生焊接延迟裂纹的钢材,焊后应及时进行焊后热处理,当不能及时进行焊后热处理时,应在焊后立即均匀加热至200-300℃。斌进行保温锾冷,其加热范围应与焊后热处理要求相同。
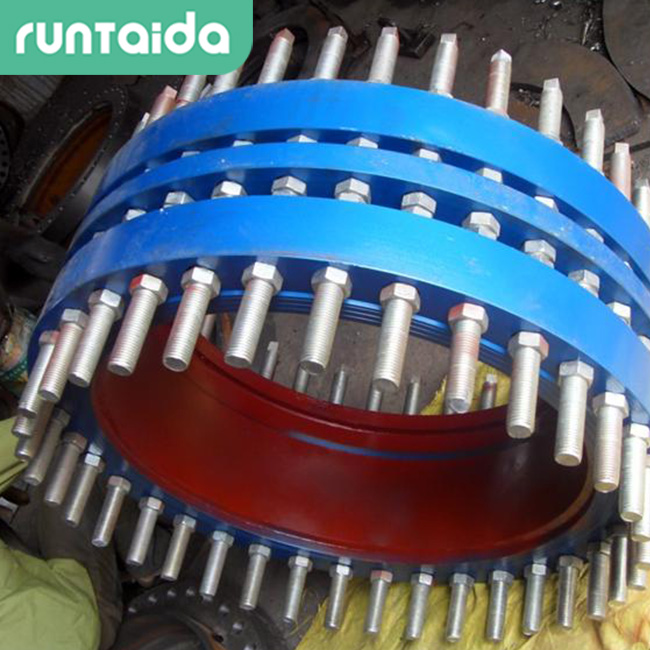
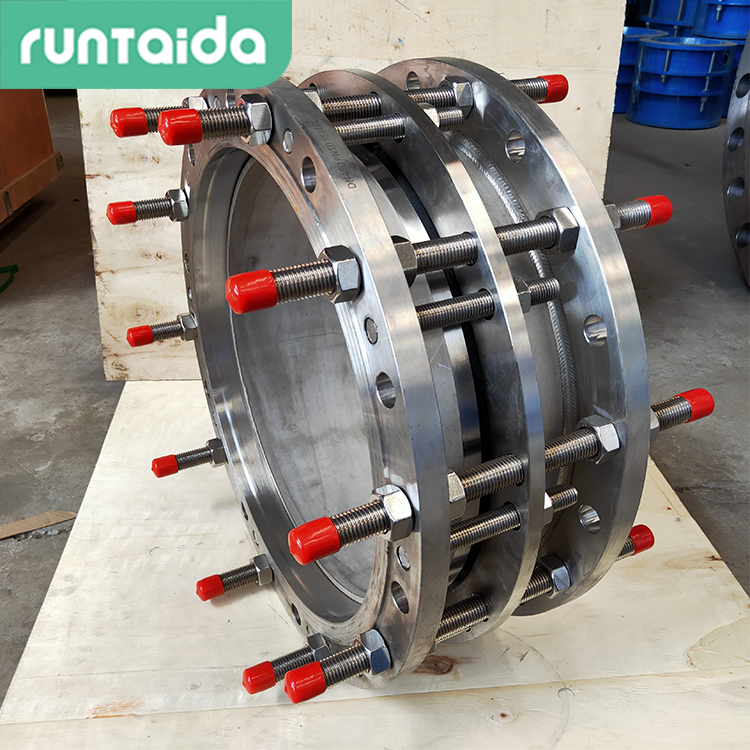
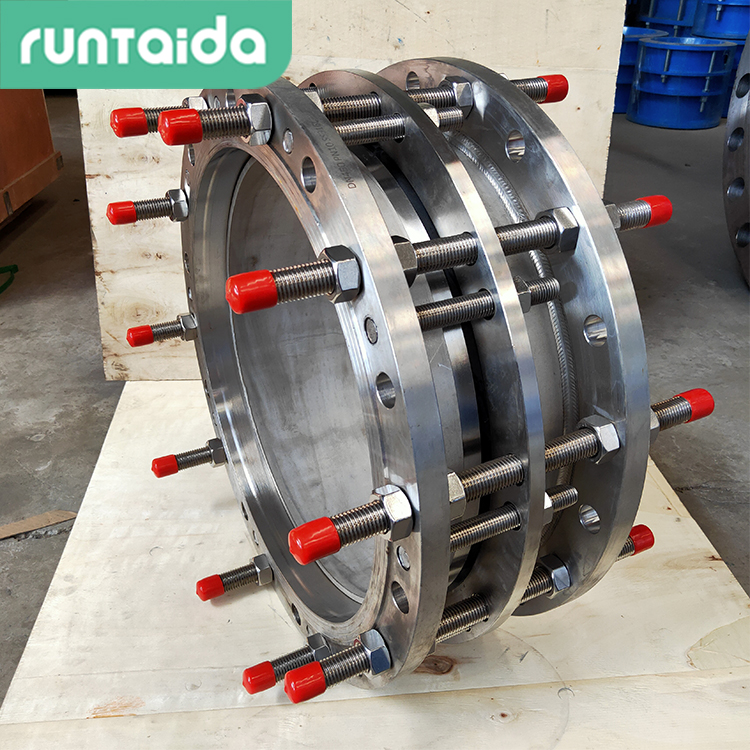
双法兰限位伸缩接头的材质:
1.双法兰限位伸缩接头的套管和法兰盘的材料为20;螺栓材料为35;制动螺钉材料为2CR13。
橡胶圈材料:介质为油类的丁晴橡胶I-2,介质为水用氯丁橡胶III-2。
2.除介质为油类外,其他适用管路的伸缩接头的钢制零件就热度锌处理。
3.一般状态下安装尺寸为L1,根据接头使用的目的,可行当调整L1的数值,但最大直不得超过1.5L1。
双法兰限位伸缩接头应进行水压实验:
1.DN65-150,以Pm=2.4mpa进行密封性实验;
2.DN200-400,以Pm=1.5Mpa进行密封性实验;
- 上一篇:限位伸缩接头安装试压中密封处泄漏如何处理 2019/3/12
- 下一篇:可拆式双法兰传力接头的穿孔流程是什么 2019/2/25